Elektronenstrahl
Das Elektronenstrahlschweißen ist den Strahlschweißverfahren in DIN EN 14610 zugeordnet. Nach DIN 8580 und DIN 8593-6 ist es in der Untergruppe 4.6.2.5 dem Schmelzschweißen mit Strahlen zugeordnet.
Der Elektronenstrahl ist ein etabliertes Werkzeug zur Materialbearbeitung bei Schmelz-, Bohr- und Schweißprozessen. Beim thermischen Fügen sind die verfahrensspezifischen Eigenschaften, wie die hohe Leistungsdichte von etwa 107 W/cm-2 im Strahlfokus, der hohe Wirkungsgrad und die Prozessumgebung bei einem reduzierten Umgebungsdruck von > 10-4 mbar zu nennen.-2 in the beam focus, the high efficiency and the process environment at a reduced ambient pressure of > 10-4 mbar are to call.
Die daraus resultierenden technischen Vorteile gegenüber anderen Schmelzschweißverfahren sind sehr gute Oberflächeneigenschaften der Schweißnaht, ein geringer Bauteilverzug und eine gute Beherrschung der Strahlparameter.
Tiefschweißen
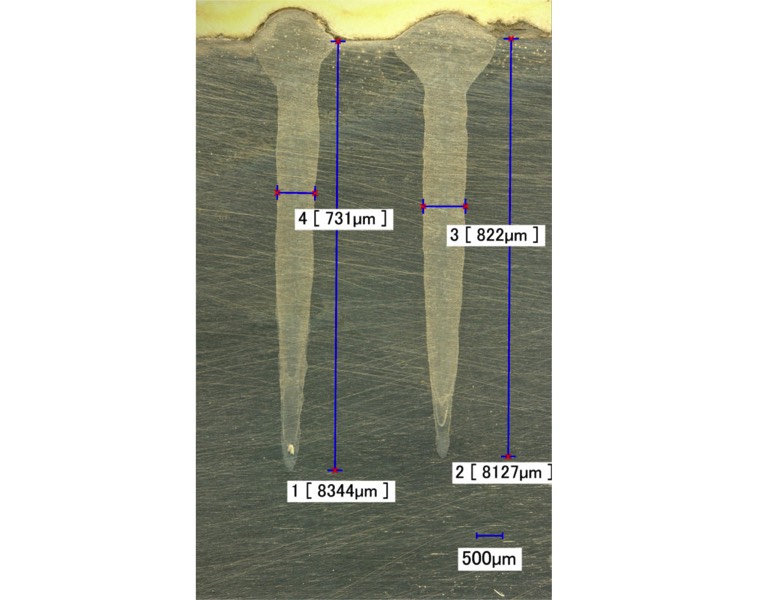
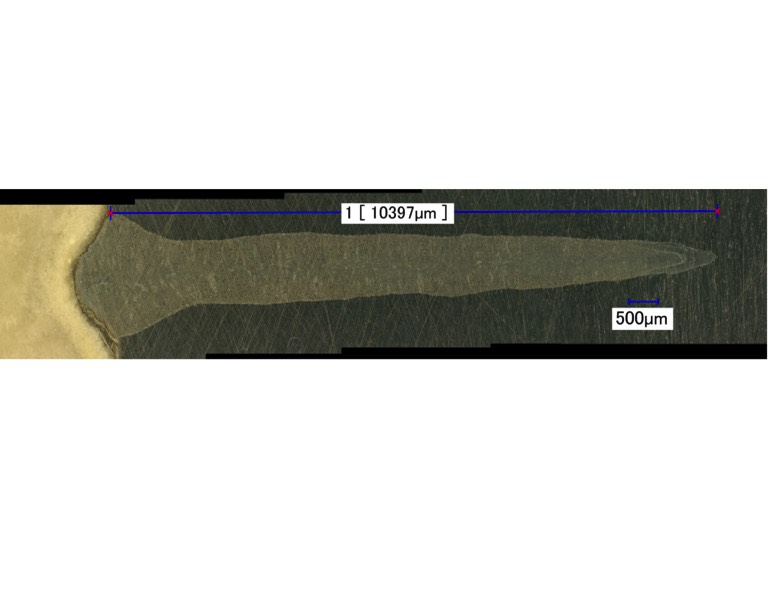
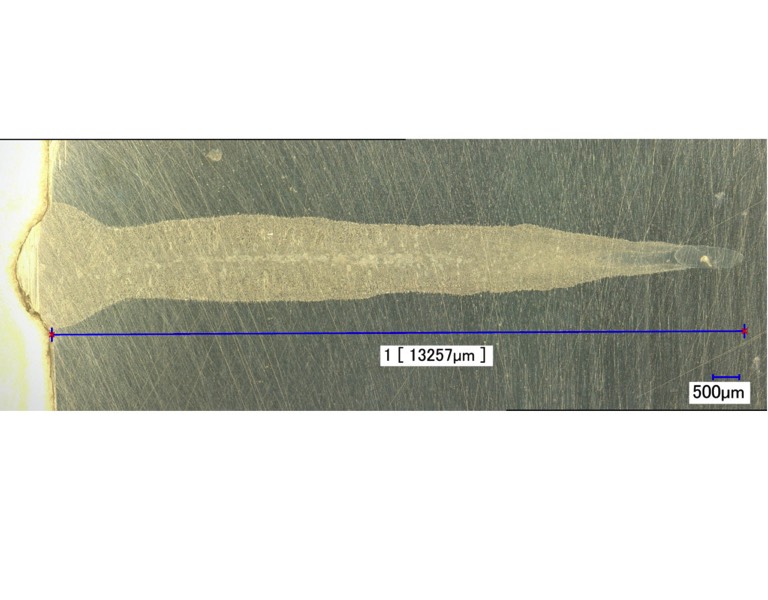
Wenn Elektronen mit einer Geschwindigkeit von bis zu 2/3 der Lichtgeschwindigkeit auf die Werkstückoberfläche treffen, übertragen sie ihre kinetische Energie in Wärme. Durch die hohe Leistungsdichte des Strahls schmilzt das Material und verdampft. Der entstehende Dampf wird überhitzt (ca. 2700K) und der Druck ist so hoch, dass das Material nach unten und zur Seite gedrückt wird. So kann der Elektronenstrahl auf festes Material auftreffen und dieses weiter erhitzen. Dadurch bildet sich eine Kapillare, die in ihrem Kern aus überhitztem Dampf besteht und von einer dünnen Schicht geschmolzenen Metalls umgeben ist.
Die Bildung dieses Dampfkanals ist der Grund für das typische Aussehen der Elektronenstrahlschweißnähte. An dieser Stelle sollte erwähnt werden, dass dieser so genannte Tiefschweiß-Effekt bei jedem Metall funktioniert. Selbst bei Metallen, die hohe Schmelztemperaturen wie Wolfram und Platin oder eine hohe Wärmeleitfähigkeit wie Gold, Kupfer und Aluminium haben.
Schweißen ungleicher Werkstoffe
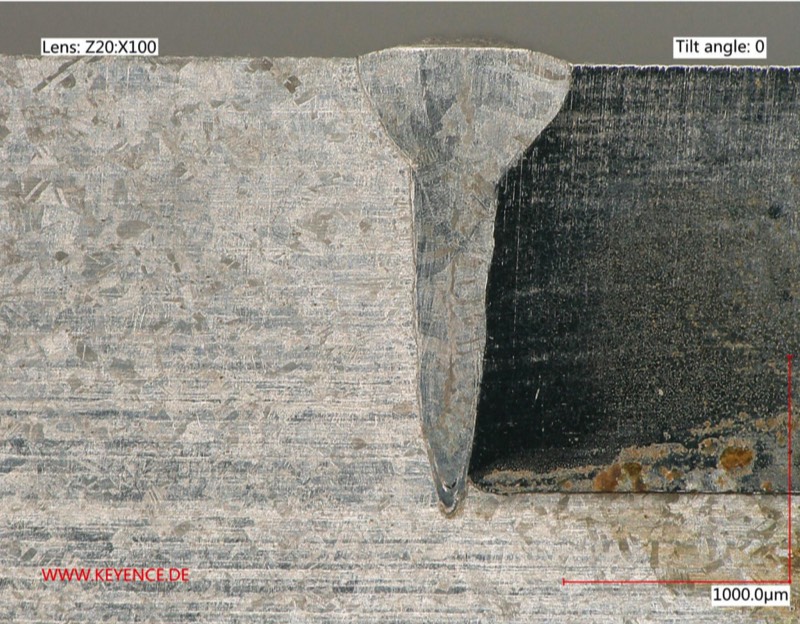
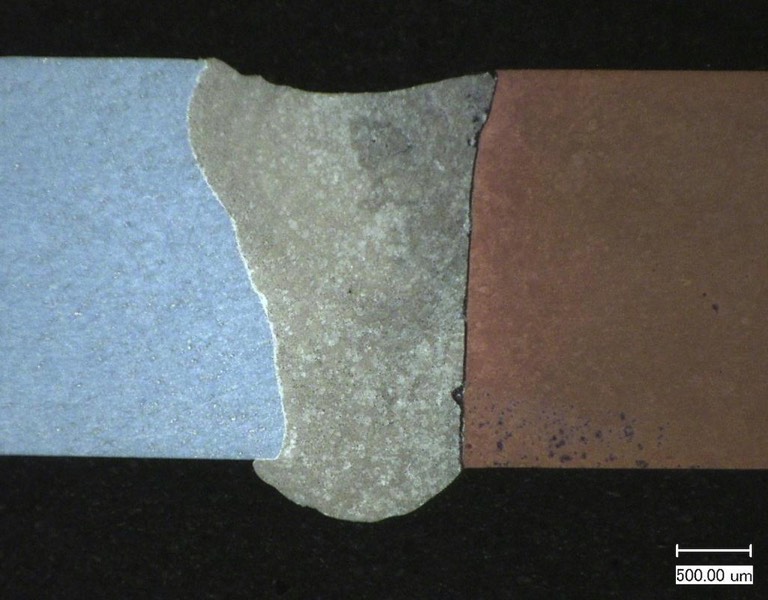
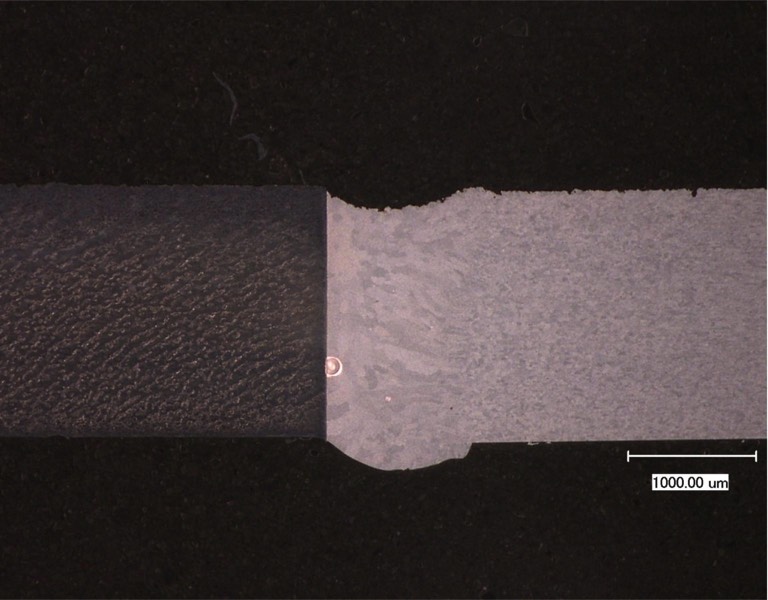
Das Elektronenstrahlschweißen ist eines der in der Industrie weit verbreiteten Verfahren zum Verbinden unterschiedlicher Materialien. Aufgrund des sehr feinen Strahls und der Möglichkeit einer exakten Strahlpositionierung im SEM-Modus kann die Zusammensetzung der Schmelze kontrolliert werden. Dadurch wird ein unvollständiges Verschmelzen der Seitenwände und ein unkontrolliertes Wachstum der intermetallischen Phasen, das zu Rissen führen würde, vermieden. In den folgenden Bildern sind einige Beispiele für Schweißnähte an unterschiedlichen Metallen zu sehen: Aluminium zu Kupfer, Aluminium zu Stahl, Edelstahl zu Kovar und Nickelbasislegierung zu Kohlenstoffstahl.

Mehrstrahltechnik
Der Elektronenstrahl kann mit Magnetspulen mit bis zu 100kHz und einer Positionsgenauigkeit von unter 30 µm abgelenkt werden. Dies ermöglicht es, das Werkstück in verschiedenen Bereichen gleichzeitig zu durchdringen.
Dies ist im Grunde die Technik, die hinter allen Oberflächenmodifikationsverfahren steht, kann aber auch zum Vor- oder Nachwärmen eines Werkstücks verwendet werden.
This is basically the technique behind all surface modification processes but can also be used to pre- or post-heat a workpiece.
Eine weitere Anwendung ist das Schweißen von Radialverbindungen. Durch die Mehrstrahltechnik ist es möglich, den Verzug zu minimieren oder sogar zu vermeiden.

EB-Löten
Das Elektronenstrahlhartlöten verbindet die hohe Qualität des Vakuumofenlötens mit der hohen Produktivität des Laserhartlötens. Insbesondere beim Löten von unterschiedlichen Werkstoffen, wie z.B. TiAl mit Kohlenstoffstahl, können die Synergieeffekte eines guten Benetzungsverhaltens und eines selektiven Wärmeeintrags genutzt werden.
