Electron Beam Welding
Electron beam welding is associated with the beam welding methods in DIN EN 14610. According to DIN 8580 and DIN 8593-6 it is classified in the subgroup 4.6.2.5 as fusion welding by radiation.
The electron beam is an established tool for material processing in melting, drilling and welding processes. During thermal joining the process-specific features, such as high power density of about 107 W/cm-2 in the beam focus, the high efficiency and the process environment at a reduced ambient pressure of > 10-4 mbar are to call.
The resulting technical advantages over other fusion welding processes are very good surface properties of the weld, a small component distortion and a good control of the beam parameters.
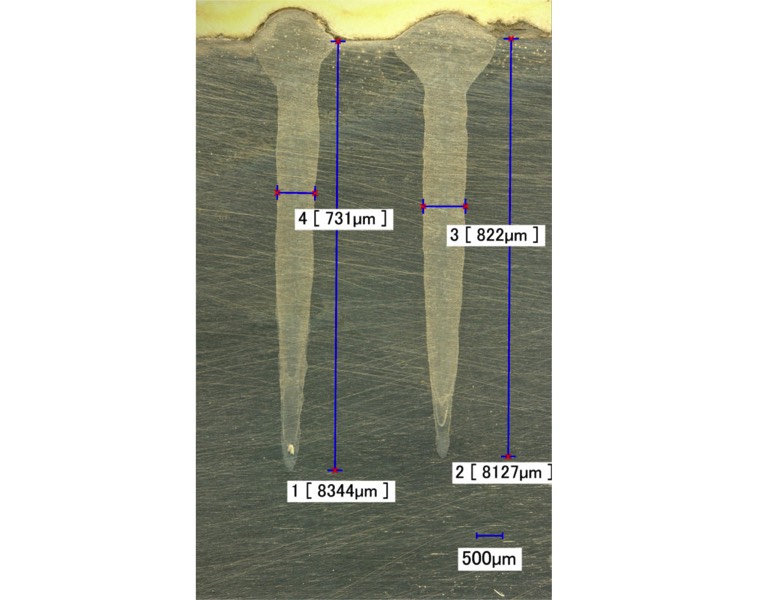
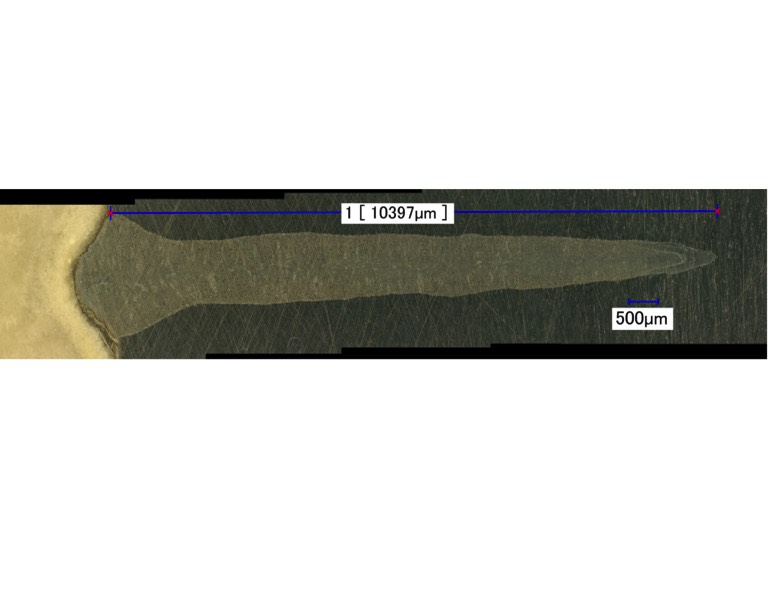
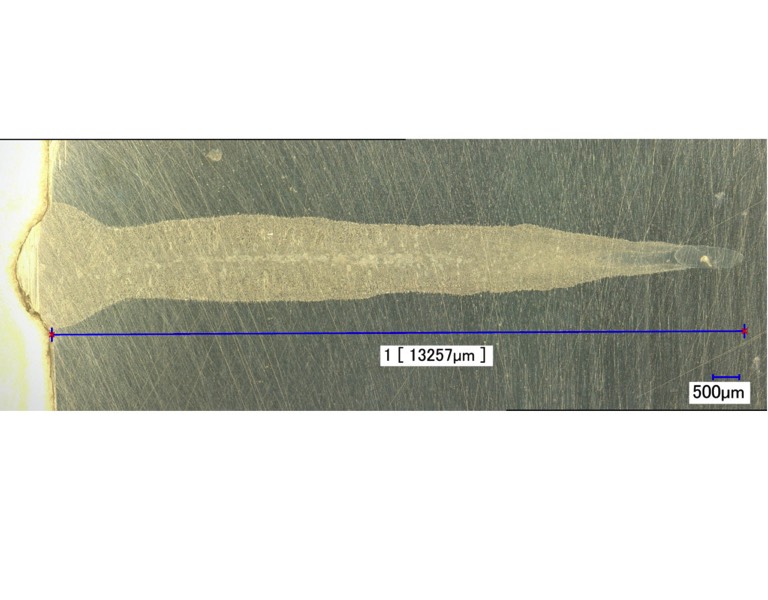
Deep Penetration Welding
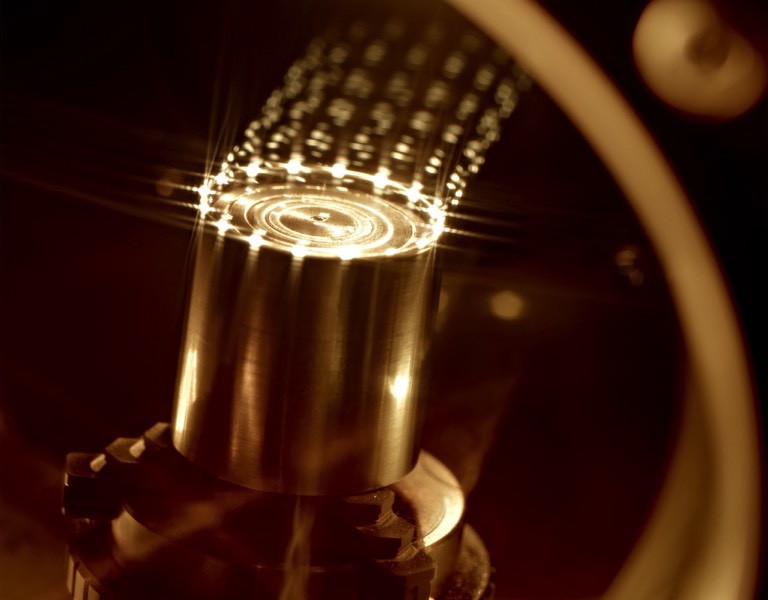
When electrons hit the workpiece surface with a speed of up to 2/3 light-velocity they transfer their kinetic energy inti heat. Due to the high-power density of the beam the material melts and vaporizes. The developing vapor is overheated (ca.2700K) and the pressure is sufficiently high to press the material down and towards the sides. Thus the electron beam can impinge on material which is solid and heats it further. That forms a capillary which consists in its core of overheated vapor and is surrounded by a thin layer of molten metal.
The formation of this vapor channel is the reason for the typical appearance of the electron beam welds. At this point it should be mentioned that this so called „deep-penetration“ effect works for every metal. Even for metals which have high melting temperatures like tungsten and platinum or have a high heat conductivity like gold, copper and aluminum.
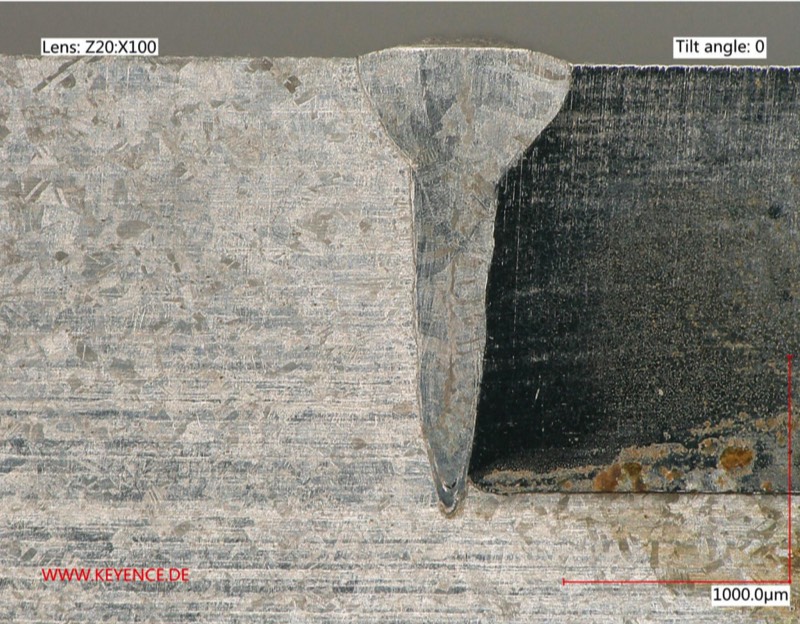
Dissimilar Welding
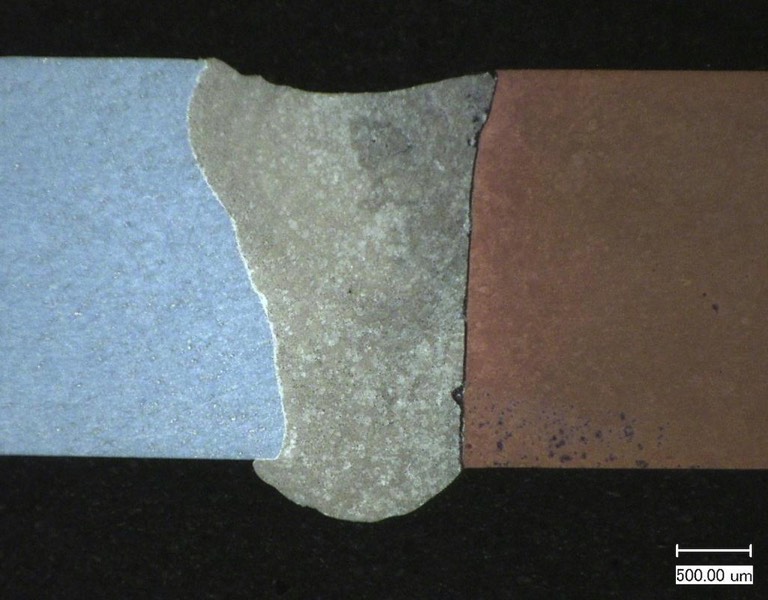
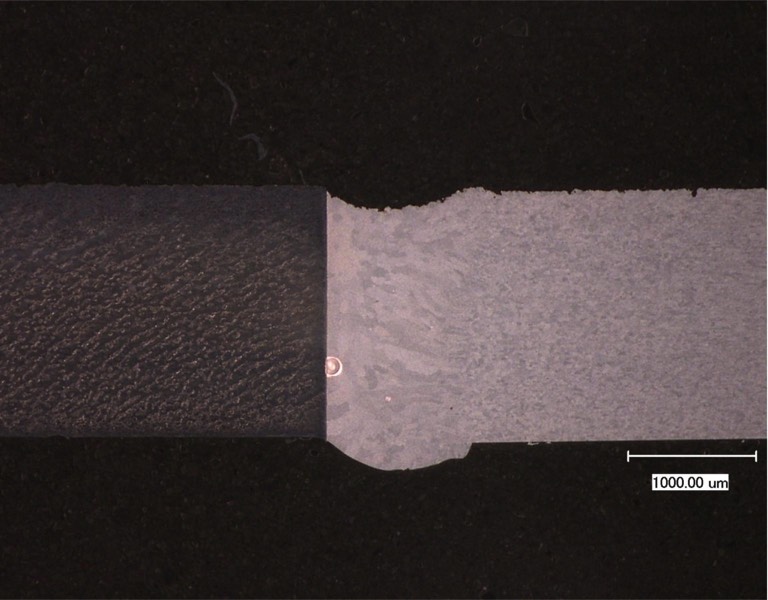
Electron Beam Welding is one of the widely used processes in industries for joining dissimilar materials. Due to the very fine beam and the ability of an exact beam positioning using the SEM mode, the composition of the melt can be controlled. This avoids incomplete side wall fusion and an uncontrolled growth of inter metallic phases which would lead to cracks. In the pictures below some examples of dissimilar welds are shown: aluminum to copper, aluminum to steel, stainless steel to kovar and nickel-base-alloy to carbon steel.

Multiple Beam Technique
The electron beam can be deflected with up to 100kHz and a position accuracy of below 30 µm using magnetic coils. This allows to penetrate the workpiece in different areas at the same time.
This is basically the technique behind all surface modification processes but can also be used to pre- or post-heat a workpiece.
Another application is the welding of radial joints. Due to the multiple beam technique it is possible to minimize or even avoid distortion.

EB-Brazing
Electron beam brazing combines the high quality of vacuum furnace brazing and the high productivity of laser brazing. Especially with brazing of different materials, e.g. like TiAl with carbon steel, the synergy-effects of a good wetting behavior and a selective heat-input can be used.
